产品展示
关于我们
产品展示
关于我们
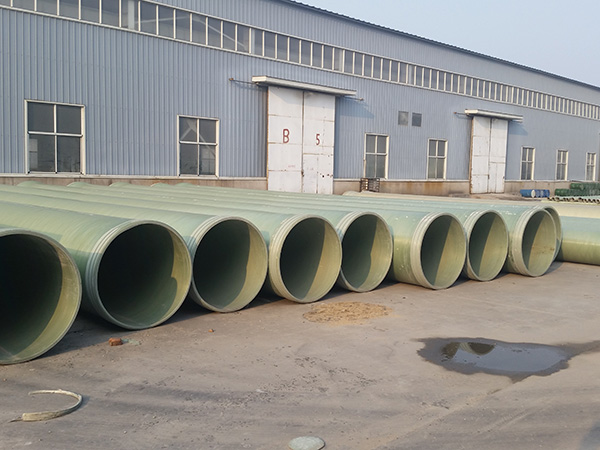
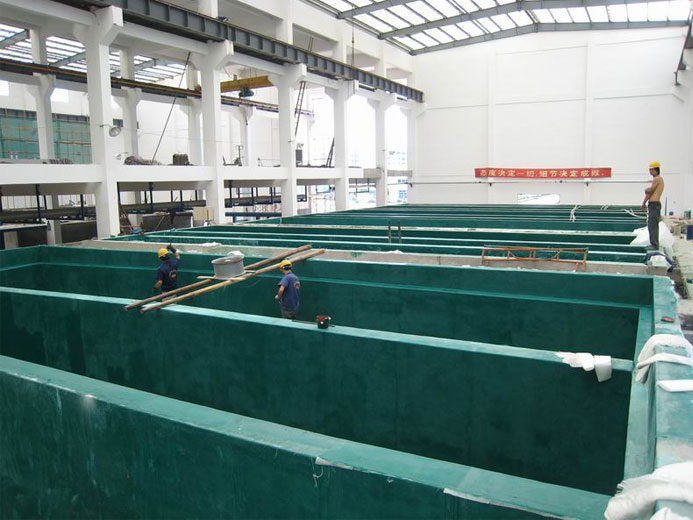
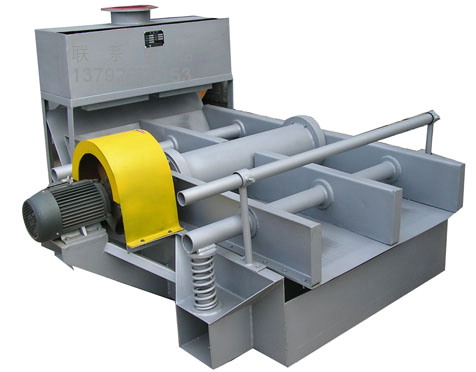
山东智信环保科技有限公司 以良好的信誉、雄厚的技术实力、过硬的产品质量、优质的售后服务,使公司深得广大用户的信赖和支持,公司主要产品有 环保设备(非标)、计量加药系统、造纸设备、玻璃钢产品、玻璃钢防腐保温、粮油设备、消毒设备 等系列产品,其中 除渣器、活性炭投加系统、高锰酸钾投加系统、PAM制备装备、PAC制备投加系统、地埋式一体化污水处理设备、玻璃钢产品、二氧化氯发生器 等环保产品。 公司坚持诚信无限,服务无限为宗旨.以人为本、以质取胜的企业理念贯穿企业生产始终,以市场为导向,以客户为中心是山东智信环保科技有限公司的经营宗旨。 公司始终以顾客为关注焦点、以实现双赢为目的,努力改善产品性能、提高产品质量和售后服务质量,以先进的技术、产品性能、售后服务来提高顾客对公司的信任度和忠诚度。公司具有完善的产品生产、仓储、运输功能;生产能力雄厚,能够提供快捷、高效的服务。 多年来,公司始终秉承质量佳,信誉优的原则,以品质重于生命的信念,通过不断地引进国内外技术、改进生产工艺、开发新产品 、严控产品质量,把每台设备打造成优品,把安全、易用和信心,带给广大客户。……详细
新闻动态产品知识